Rebuilding a top end is a task most two-stroke owners will run into at one point or another. Here, we go over critical steps and key tips to installing a new piston and ring(s) in your two-stroke.
Periodically, if you own a two-stroke, there will come a point where you need to rebuild the top end of your engine. Hopefully, this won’t come as a surprise to you and will be part of your planned maintenance schedule versus experiencing an unplanned engine failure. While two-stroke engines are relatively simple mechanical devices, rebuilding them requires knowledge of how they work, attention to detail, and a systematic approach.

We’re going to cover numerous tips pertinent to two-stroke top end rebuilds. These tips will be discussed chronologically and will encompass all phases of the build from pre-rebuild prep, to disassembly, through post build. The tips we’re going to share shouldn’t be considered inclusive of everything that has to be done, but are tips that focus on things that are either often overlooked or incredibly important. Let’s get started!
Pre-Teardown

Diagnosis - Before tearing the engine apart, are there any signs that a specific problem exists? If so, are there any diagnostic tests such as compression or crankcase leak down that are worth performing?
Clean Machine - Take time to thoroughly clean the machine before opening up the engine, especially if you will be servicing the top end without removing the engine from the machine.
Service Manual - Performing engine maintenance without an OEM factory service manual is not recommended. Make sure you have a manual for your machine prior to starting work. The manual is the only place you’ll find service limits, torque specs, and other key data.
Disassembly
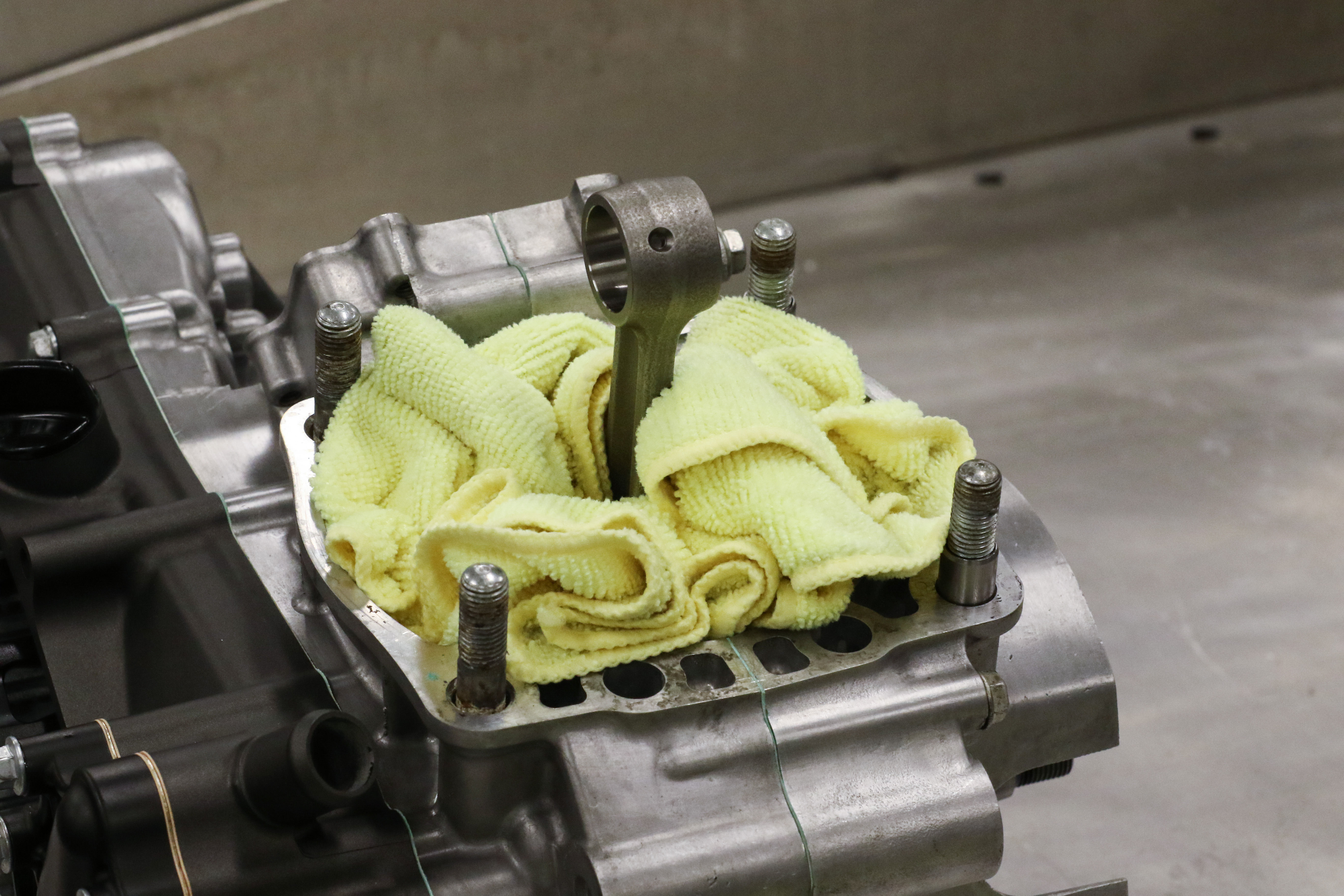
Limit Contaminants - Once the cylinder has been removed wrap a clean, lint-free rag around the top of the crankcase. Dirt is one of the leading causes of engine wear, and limiting the opportunity for dirt to enter the crankcase is very important.
Piston Removal - Easy piston circlip removal can be accomplished by using a pick and needle nose pliers. Insert the pick into the dimple in the piston and behind the circlip. Then use it as a lever and pry the circlip out partially. Once out partially, grab the circlip with needle nose pliers. During this process, be careful not to scratch or mar the wrist pin bore as this will make removing the wrist pin much more difficult.

The ease of pin removal will be largely dependent on the engine design and condition of the bore. If the pin can be removed by hand, great, if not, light tapping while supporting the rod is permissible. Otherwise, a pin puller should be utilized which can be bought or made. In its simplest form, this can consist of an appropriately sized bolt, nut, and socket. Once the wrist pin has been removed, the piston can be removed from the rod.

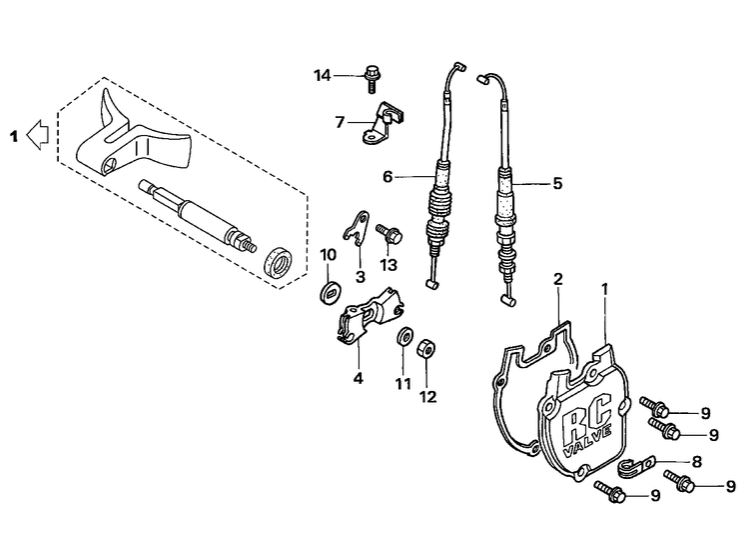
Power Valve Disassembly - Prior to taking the power valve system apart, spend some time reviewing the procedure in your service manual. For additional insight into how the components interact, review the exploded views in the service manual and look at part microfiches, which can be found online.
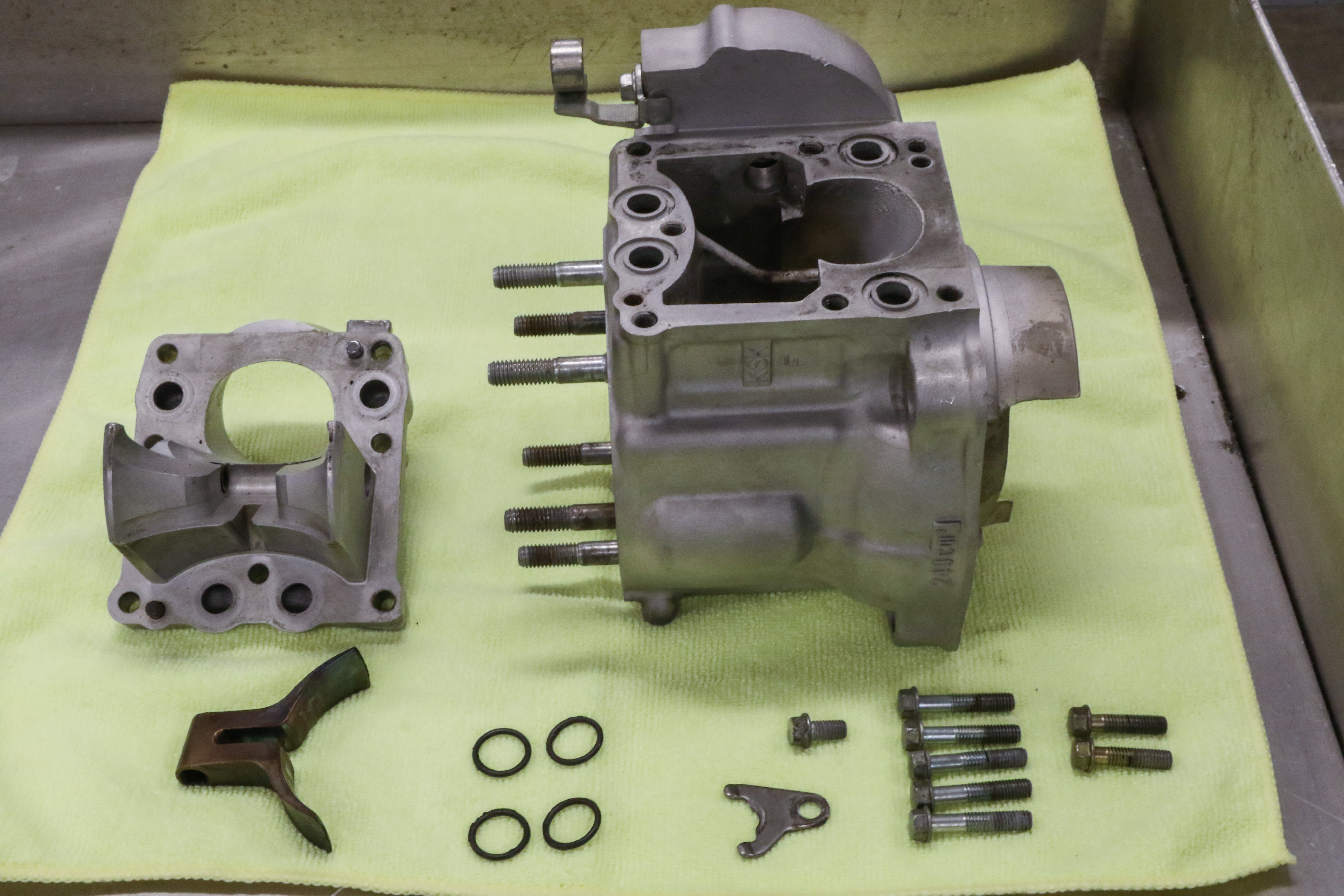
When removing the power valve system, consider laying the components out on a clean rag in an orientation that correlates to how they are installed in the engine. This is a relatively simple thing to do that will help you remember how they are installed later. When it comes to cleaning the components, clean them one at a time or in small batches so that they don’t get mixed up.
Inspection
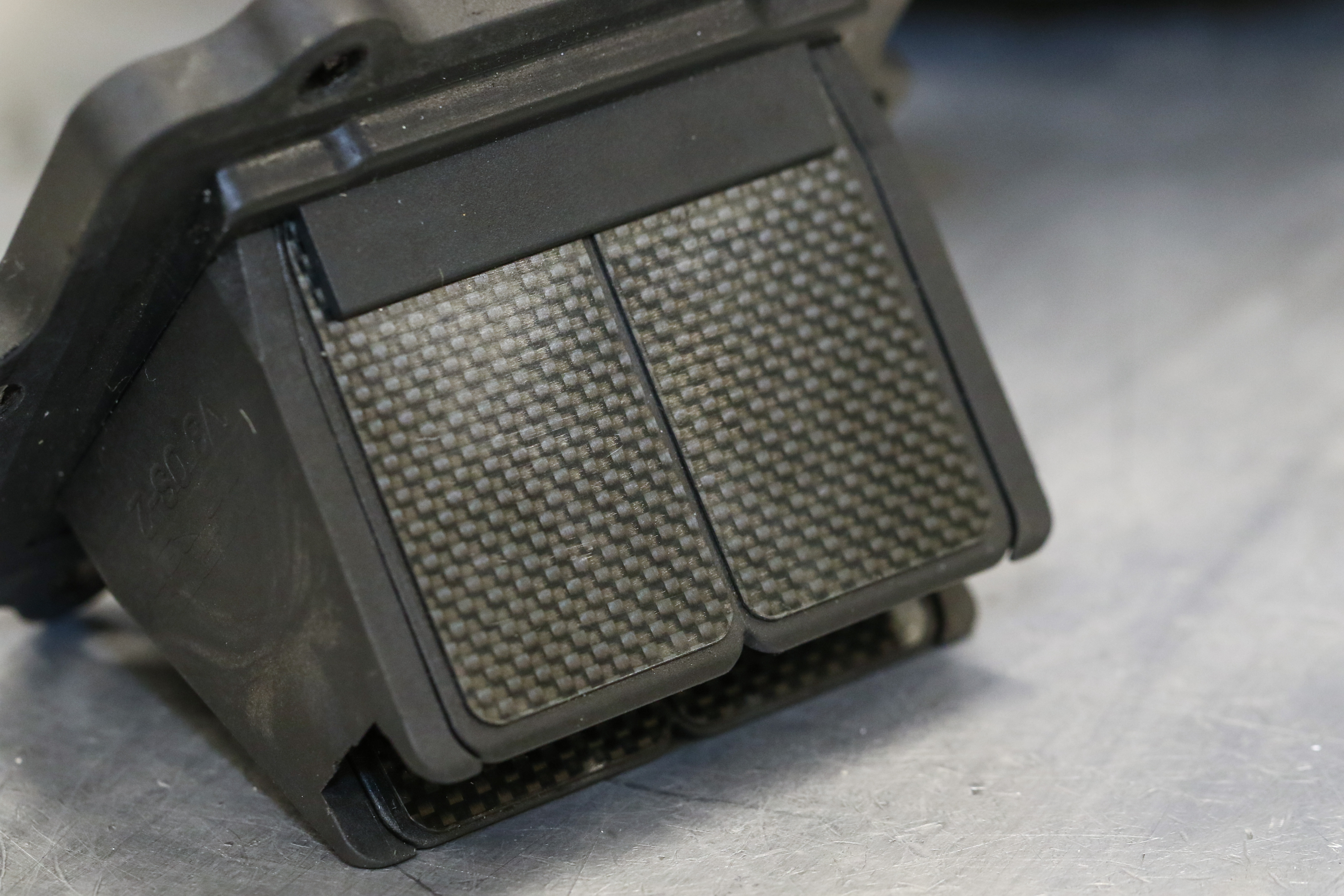
Reed Valve - Don’t forget to check the condition of the reed valve petals, cage, and any stopper plates. Most service manuals will detail the acceptable clearance between the petal tips and cage as well as the stopper plate height. Ensure any rubber coatings on the reed cage are in good condition.
Intake Manifold - Check the intake manifold for cracks. Cracks are more common on older engines, and propagation all the way through the manifold can lead to air leaks.
Exhaust Flange - Check the condition of the exhaust flange and ensure that it is not excessively worn. An excessively worn flange will make exhaust gas sealing difficult, hamper performance, and leak the infamous spooge.
Power Valve Components - Take a moment to review the condition of all the power valve components. Significant wear can occur over time and lead to performance losses.
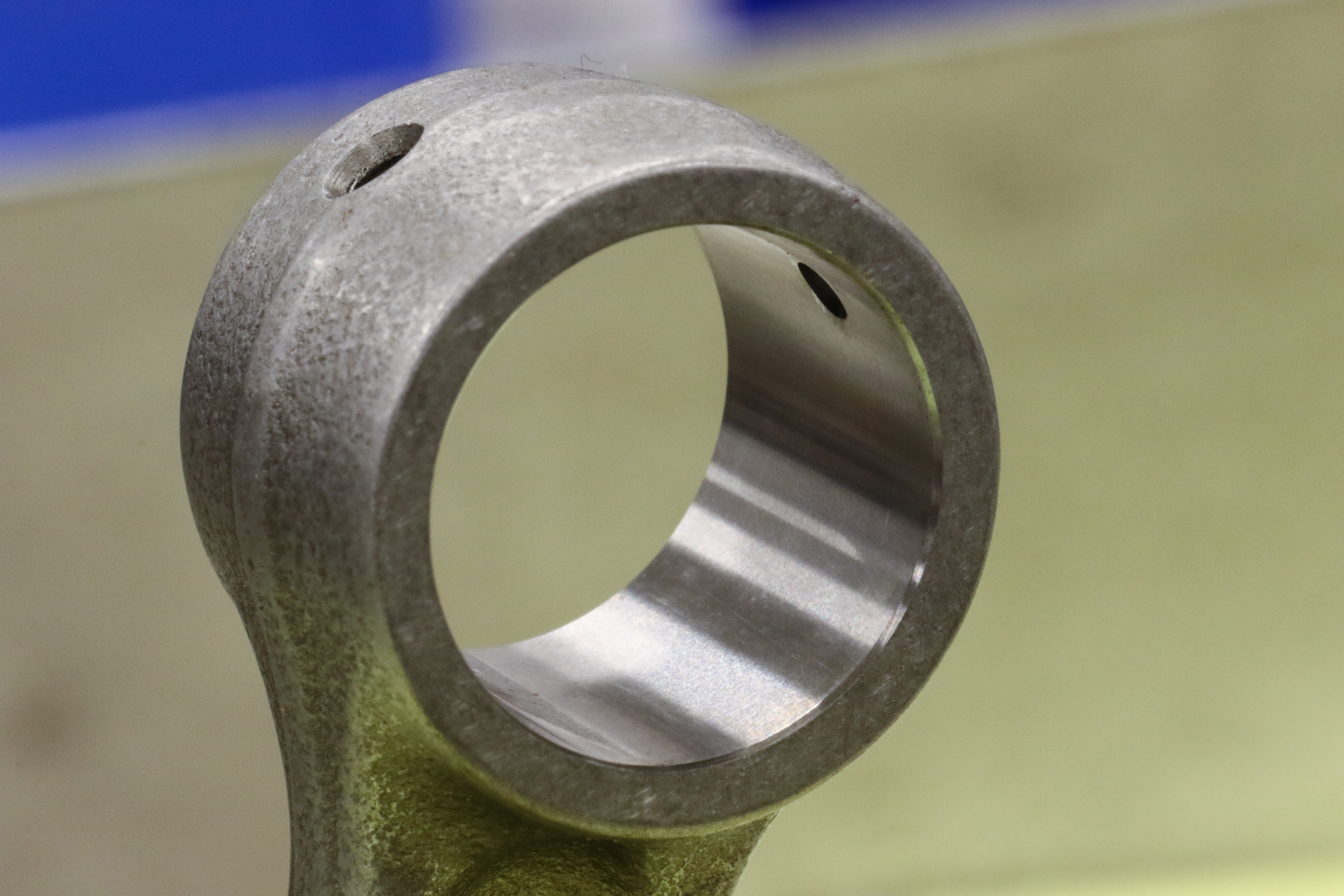
Rod Small End - Check the small end rod bore for surface defects such as pitting, scratches, and marring. Any severe defects in the bore will necessitate rod replacement.
Sourcing New Components
When freshening up the top end in your two-stroke, it’s important to reassemble with quality components. A deglazed and honed or bored and replated cylinder is a critical component to ensuring reliable performance from your new top end. Your local cylinder shop should be able to handle the bore and replate when necessary, and a simple deglazing can be accomplished with a Scotch-Brite pad. Be sure to retain the 45-degree honing mark angle.
There are a lot of choices for new pistons from the aftermarket out there, but many people choose to stick to OEM. However, when ordering from the OEM, every individual part must be ordered separately, including the piston, ring, pin, clips, gaskets, etc. Dealing with all these part numbers and chancing forgetting a component can be a pain, and get expensive.

ProX two-stroke pistons are manufactured by the same OEM-suppliers to exact OE specs. They are available in A, B, C, and D sizing for most applications. ProX pistons come with the piston, ring(s), pin, and clips all in one box. Complete top-end gasket kits can even be ordered under one part number. ProX pistons provide an OEM-replacement option with less hassle and less strain on your wallet.

Measurements
The number of measurements that should be taken throughout the top end rebuild will be discretionary. At ProX, we strive for excellence and err on the side of caution when it comes to engine building, so our builds consist of numerous measurements and inspections prior to reassembly. For us, this ensures a high level of confidence and safeguards against external oversights. We recommend the same to anyone building an engine.
Below is a list of measurements that we routinely make when rebuilding a two-stroke top end:
- Piston ring end gaps
- Piston-to-cylinder clearance
- Rod small end diameter
Out of these measurements, confirming or adjusting the ring end gaps is by far the most important, followed closely by ensuring the cylinder bore is within spec with respect to diameter, straightness, and roundness. Understandably, some measurements may be difficult for the average home builder to execute, usually due to not having the right equipment, however, a competent shop should be able to assist.

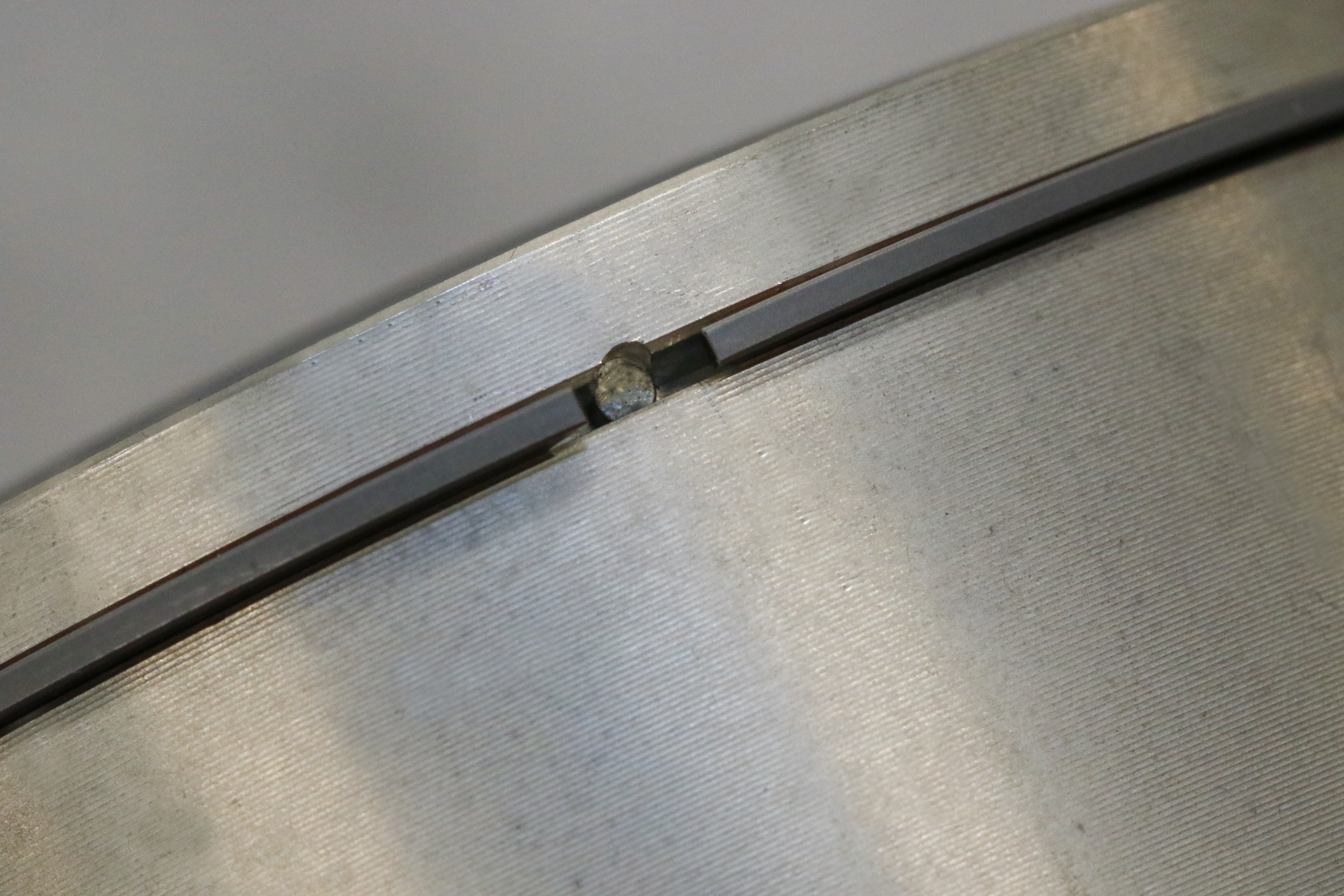
Ring end gaps can be checked by installing the ring in the bore without the piston, and using a feeler gauge to find the measurement. Correct ring end gap is listed in the installation instructions that come with a new ProX piston.
Piston-to-cylinder is another measurement that should be checked before final assembly. For this, use a bore guage and a set of calipers to measure the bore size. Next, grab a set of micrometers and measure the piston. ProX pistons should be measured perpendicular to the wrist pin, a quarter of the way up the piston skirt from the bottom. Subtract your piston size measurement from your bore size, and you have your piston-to-cylinder clearance. ProX pistons come with a chart on the instruction sheet that shows the range your clearance should be in.



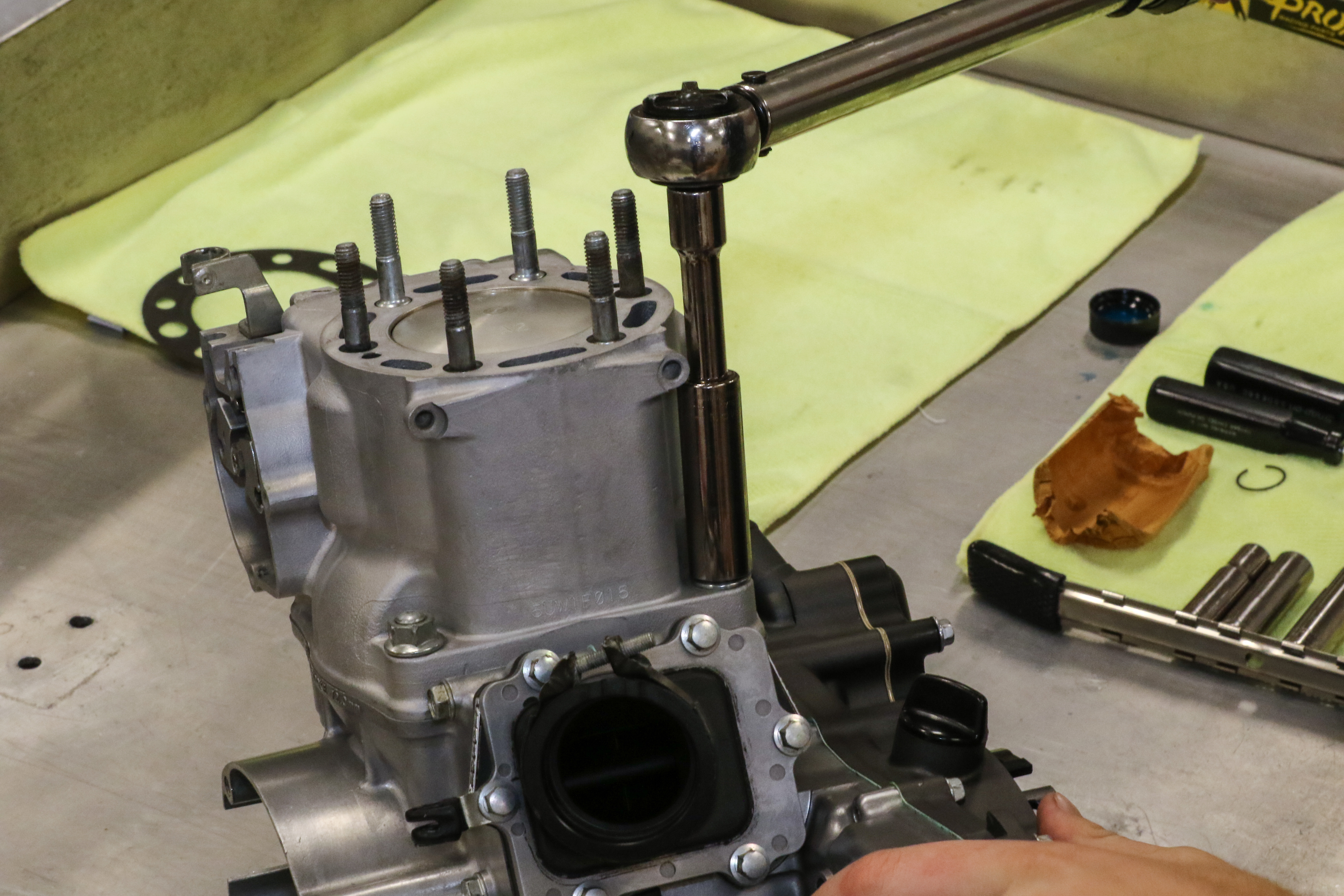
A final measurement we recommend taking is the rod small end diameter. This is important because sometimes these can get worn out and create free play for the small end bearing, resulting in damage to the bearing and most likely the entire top end. It can be done using the same method as the bore diameter. Compare your measurement to the acceptable range in your owner's manual.

Prep Work
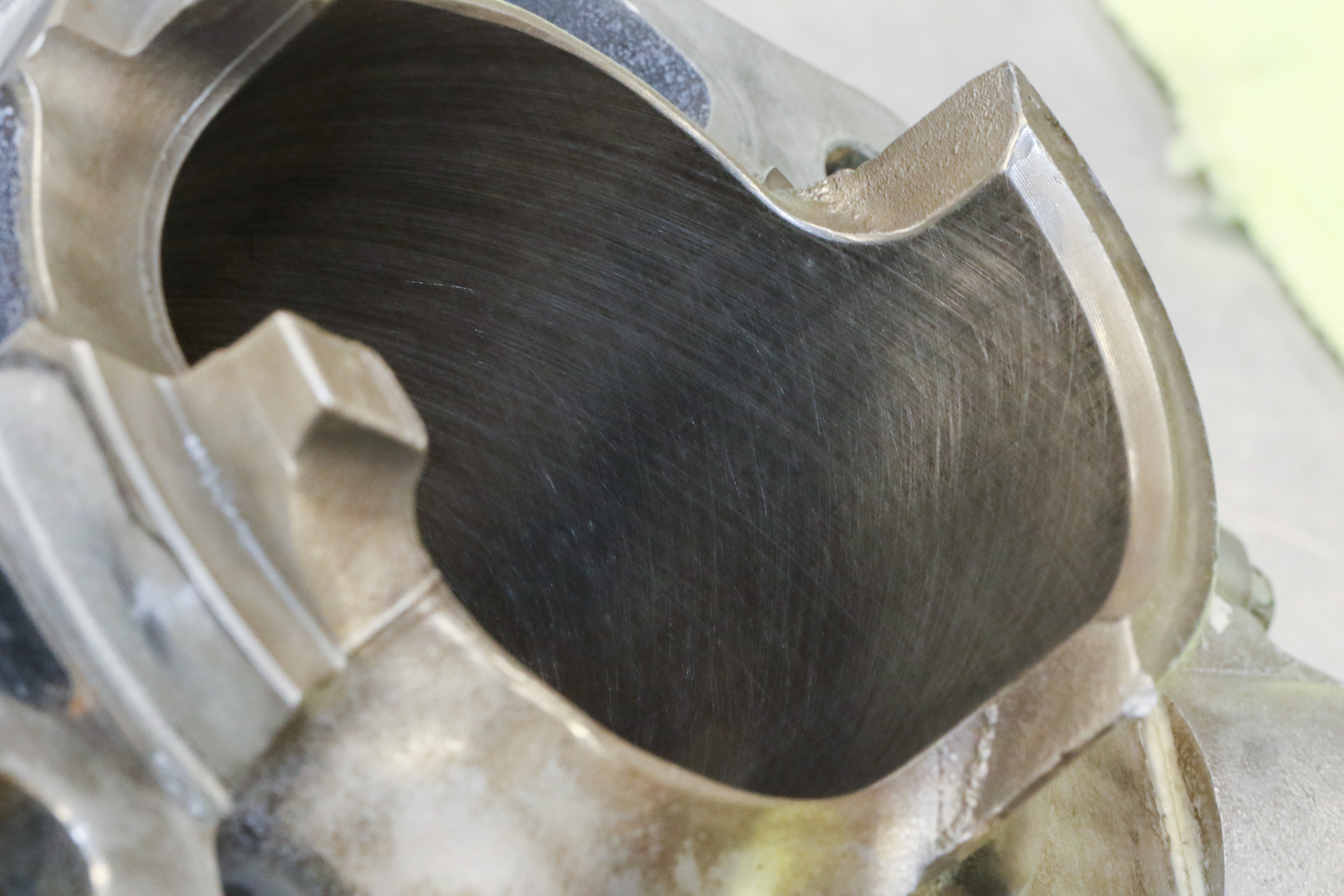
Cylinder Cleaning - Once the cylinder has been deglazed or has come back from replating, it should be cleaned one final time. There is almost always leftover honing grit that will need to be removed. To effectively clean the cylinder, use warm soapy water and a bristle brush, followed by automatic transmission fluid or a similar cleaning solution and a brush or lint-free rag. To check the cleanliness of the cylinder, rub a cotton swab around the bore and look for contaminants. Clean the bore until no contaminants are visible on the cotton swab. Any honing grit that remains in the cylinder will facilitate premature wear of the piston rings.
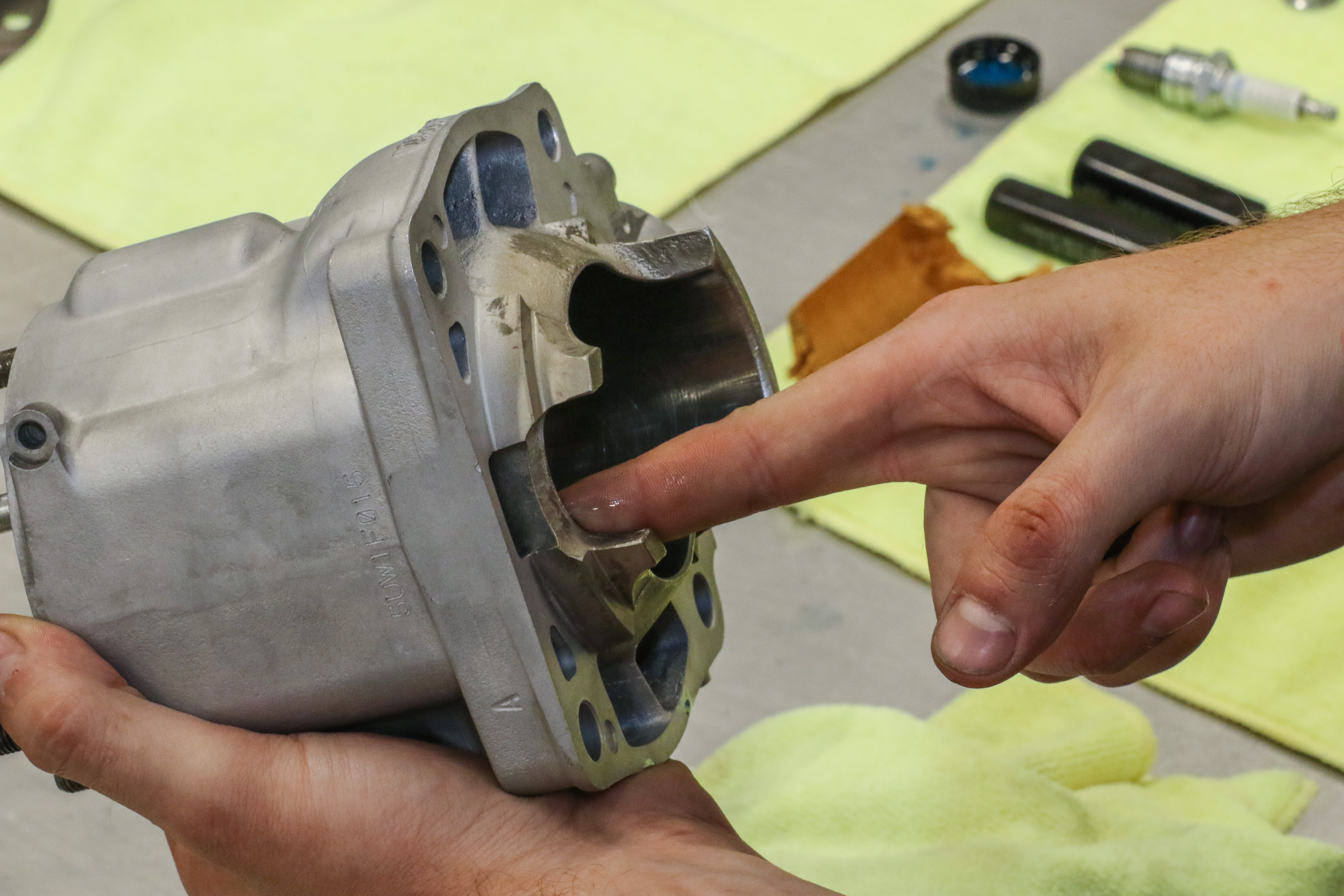
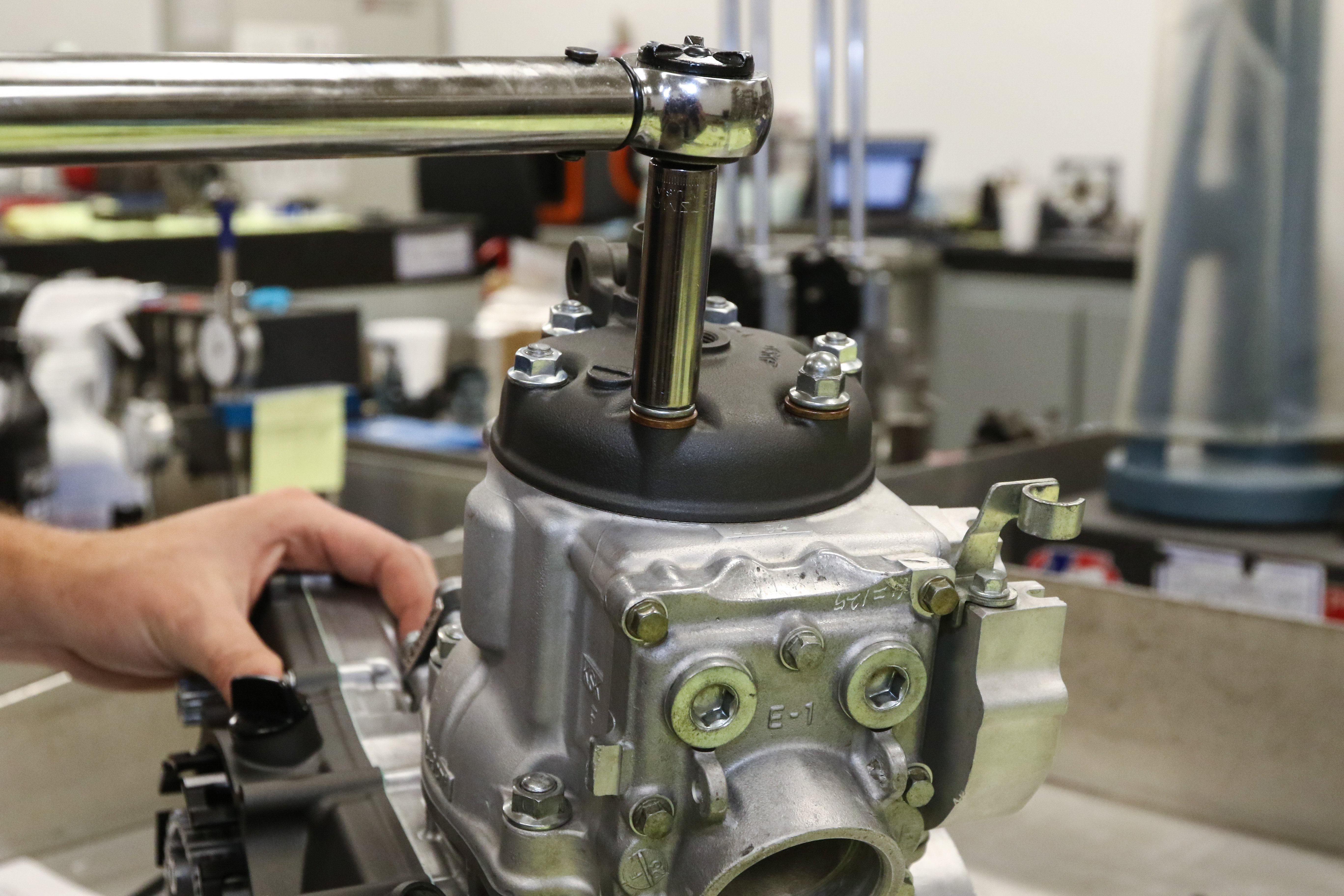
Power Valve Function - Cylinders that have been exchanged or replated should have the power valve system reinstalled ahead of final installation. Often times, excess plating can inhibit power valve movement. To correct this, the excess plating must be carefully removed. On cylinders utilizing blade style power valves, the blade position with respect to the cylinder bore should be checked to ensure the blade does not protrude into the bore.

Piston - It is usually easiest to prepare the new piston as much as possible by installing one of the circlips and the ring pack ahead of joining it to the connecting rod. Unless your service manual dictates which circlip must be installed first, choose the easiest installation orientation. Typically, your dominant hand and preferred work orientation will dictate which side you choose to install the circlip on.


Reference your service manual to determine the correct orientation of the circlip. Usually, the open end of the circlip should be oriented to the 12 or 6 o’clock position. Temporarily install the wrist pin and use it as a backstop so that the circlip is forced to move into its groove. Installing the circlip should be done by hand to limit the chance of deformation. Orient the circlip to the desired position, then push the open ends of the circlip into position first. Be careful not to scratch or mar the wrist pin bore in the process! Once installed, use a pick or screwdriver to confirm the circlip is fully seated and does not rotate. Any circlips that can be rotated must be replaced because they have been compromised and deformed during installation.

Rings - The compression ring(s) will be directional, and the top of the ring is typically denoted by markings near the end gaps. Apply a thin coat of oil to the ring, then carefully work the ring into position, making sure to line up the ring end gaps with the locating pin in each ring groove.
Installation
Piston - On the top of the piston, an arrow will be imprinted, which typically denotes the exhaust side of the piston. Consult your service manual to confirm the proper orientation of the arrow and piston. Apply a light amount of assembly lube to the small end bearing and wrist pin bore on the piston, then install the bearing. Align the piston with the small end of the rod, and slide the wrist pin into place. Once again, use the wrist pin as a backstop, then install the remaining circlip into position. Use a pick or screwdriver to confirm it is fully seated and does not rotate.


Cylinder to Piston - In most applications, a ring compressor is not required to compress the rings and install the piston into the cylinder. Lightly oil the cylinder bore with assembly lube or engine oil, then lube the piston skirt and ring faces. Prior to installing the piston and rings, confirm one final time that the piston ring ends are oriented correctly to their respective locating pins.

Position the piston at or near TDC then carefully lower the cylinder bore down onto the piston. Use your fingers to compress the ring(s) and ensure the cylinder bore is square to the piston. Feel how easily the cylinder slides over the piston and rings. The installation of the cylinder should be smooth and offer little resistance. If resistance is felt, stop immediately and assess the ring pack. Occasionally one of the rings may come out of position in its groove and snag the cylinder bore. This typically happens as the ring transitions out of your fingers and into the cylinder bore.

Post Build
Torquing - Your cylinder and head nuts should always be torqued to the specifications outlined in your service manual. Double check all the nuts are set at their corresponding specs.
Spark Plug - Don’t forget to install a new spark plug and if necessary gap it appropriately.
Air Filter - Be sure to install a clean air filter prior to start up.
Crankcase Leak Down Test - As one final precautionary measure perform a crankcase leak down test. A crankcase leak down test will help confirm all the seals, gaskets, and joints are sealing as they should.
Break-In - When running your new top end for the first time, keep the engine slightly above idle, with slow and mild revs until the engine starts to get too hot to touch. Then, shut the engine off and let it cool until it is warm to the touch. Repeat this process, revving slightly higher and letting the engine get partially hotter each time. After 3 cycles like this, let the engine completely cool, then check all your fluids and re-check the torque on your cylinder and head bolts.
Once that is squared away, you can begin break-in runs riding the bike. Make sure to keep the RPMs varied while riding for the first time, not letting the engine lug or sit at idle. A safe bet would be to ride the bike like this for 5 minutes, then 10 minutes, and finally 15 minutes, with adequate cooling in between. This will ensure your piston ring(s) are evenly and properly broken in. It’s never a bad idea to double check your fluids and torque one more time after complete cool down.
